
图文:中晨线缆创新驱动发展
11月3日,嘉鱼县官桥镇中国博士后田野高科技工业园,湖北中晨线缆有限公司生产车间,线缆生产线正有序生产。该公司拥有120...
2025-11-24


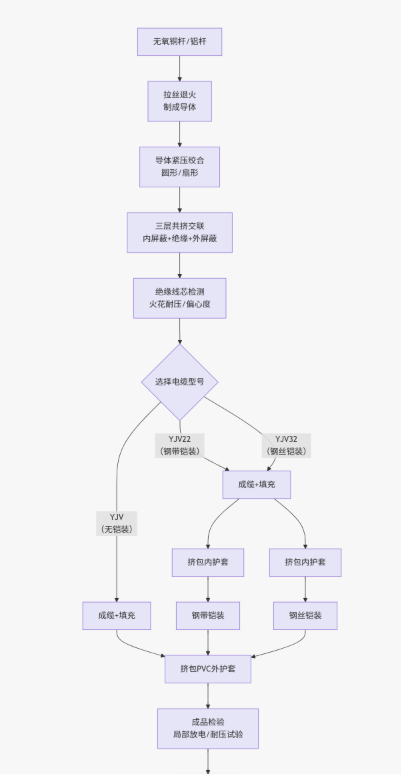
该过程在文档《湖北中晨电缆入门知识培训.pptx》的 2.5.2 低压电缆工艺流程及常规检测 中有明确说明,并结合其他文档内容,其完整、清晰的生产流程如下:
整个生产过程可以概括为从导体加工到最终包装入库的系列工序,下图清晰地展示了其核心步骤与顺序:
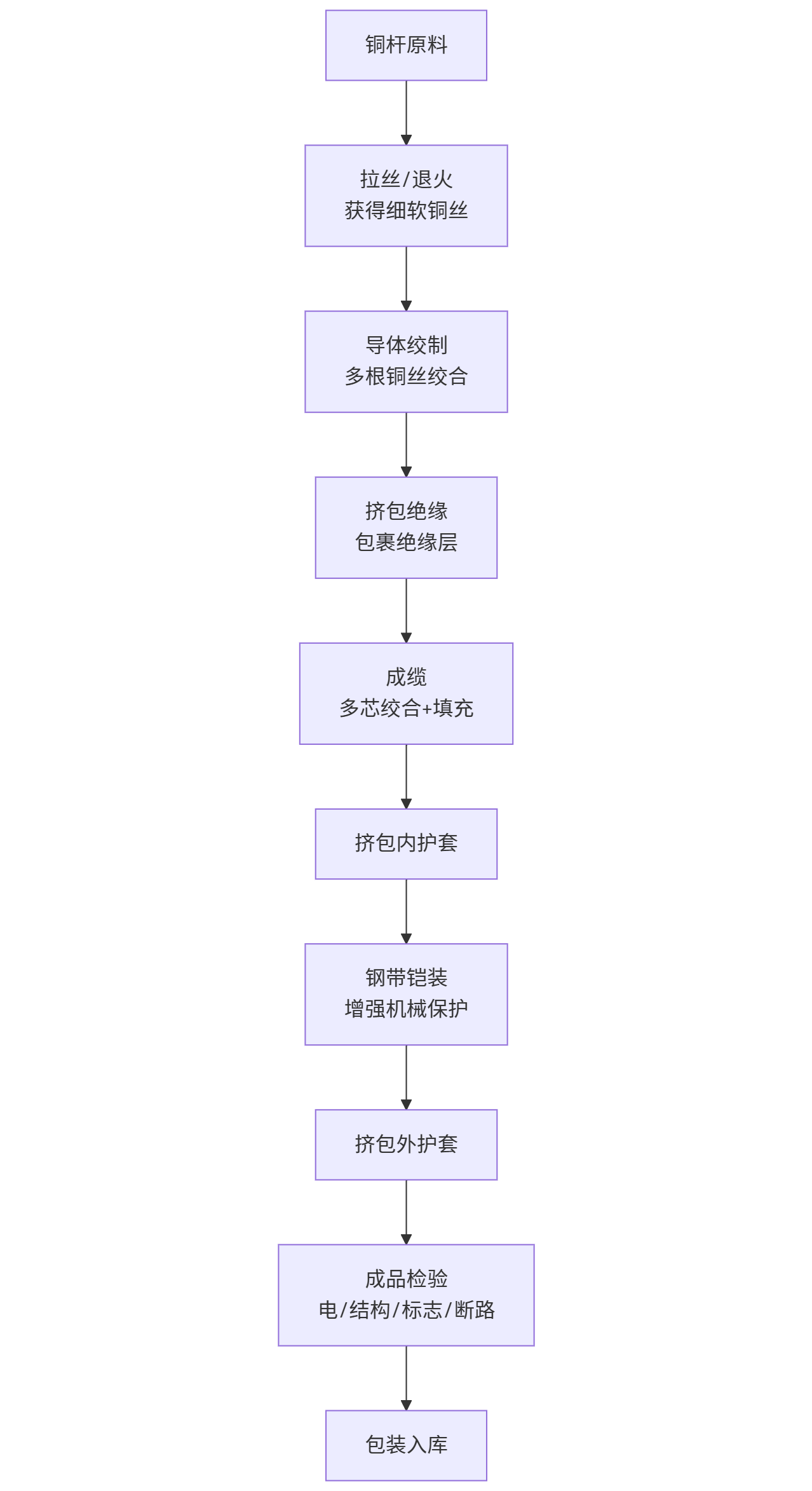
flowchart&NBsp;TD A[铜杆原料] --> B[拉丝/退火 获得细软铜丝] B --> C[导体绞制 多根铜丝绞合] C --> D[挤包绝缘 包裹绝缘层] D --> E[成缆 多芯绞合+填充] E --> F[挤包内护套] F --> G[钢带铠装 增强机械保护] G --> H[挤包外护套] H --> I[成品检验 电/结构/标志/断路] I --> J[包装入库] ">
以下是每个环节的详细说明:
目的:将采购的粗铜杆通过拉丝机拉制成所需直径的细软铜丝。
拉丝原理:线坯(铜杆)通过模孔,在拉力作用下发生塑性变形,截面减小,长度增加。这是一种冷变形加工。
退火:拉制后的铜丝因冷变形而变硬变脆,通过退火工序(加热后缓慢冷却)使其恢复柔软性和导电性。现代设备常采用连拉连退技术,提高效率。
中晨特点:文档强调公司采用高效设备,确保铜丝尺寸精确、表面光洁。
目的:将多根细软铜丝按一定规则绞合在一起,形成满足截面要求的导体芯。这保证了电缆的柔软性和稳定性。
工艺细节:根据绞合方向分为右向(Z向)和左向(S向)。
目的:在导体外层挤包塑料(如聚氯乙烯PVC)绝缘层,防止电流外泄。
使用挤塑机,塑料颗粒在加热的机筒内经螺杆旋转熔融,通过模具连续挤压包裹在导体上。
关键工艺参数:温度、螺杆转速、牵引速度、冷却方式。温度控制是重中之重。
中晨质量控制:严格控制模具选择(模芯孔径、对模距离)以避免偏芯、竹节、疙瘩等外观不良。
目的:将多根绝缘线芯(如三根火线、一根零线)绞合在一起,形成电缆芯。在芯与芯之间的空隙进行填充,使电缆结构圆整、稳定。
工艺细节:成缆设备确保线芯绞合节距均匀。
目的:在成缆后的缆芯外挤包一层内护套(隔离套),将缆芯与后续的铠装层隔开,起缓冲和保护作用。
目的:为电缆提供机械保护,增强抗压、抗冲击能力,防止啮齿动物啃咬。VV22型号中的第一个“2”即代表钢带铠装。
工艺细节:采用双层钢带间隙绕包,起到铠甲作用。
目的:在铠装层外挤包最外层的保护套,提供全面的绝缘、耐候、耐腐蚀保护。VV22型号中的第二个“2”代表聚氯乙烯外护套。
工艺细节:与绝缘挤包类似,但对材料的耐候性和机械强度要求更高。
文档特别强调了严格的质量控制标准。在生产过程中及成品后,会进行多项检测:
电性能检验:
导电性能、导体直流电阻测试。
耐高压检测(火花试验):在线检测,确保绝缘层无缺陷。
结构检测:
导体结构:根数和单丝直径是否符合标准。
绝缘/护套结构:测量厚度、偏心度是否均匀达标。
铠装结构:检查钢带层是否符合要求。
标志检测:检查电缆表面印字(如型号、规格、厂名)的清晰度和耐擦性。
断路检测:确保导体连续无断开。
总结而言,中晨线缆的低压电缆生产过程是一个环环相扣、技术密集的流程,从原材料(铜杆)开始,通过拉制、绞合、挤包、成缆、铠装等关键工序,并辅以全程严格的质量检测,最终制造出高质量、安全可靠的电缆产品。 公司采用的先进设备和工艺控制(如连拉连退、严格的挤塑温度控制)是保障其产品品质的关键。



近日,第138届中国进出口商品交易会(广交会)在广州盛大开幕。湖北中晨线缆有限公司携自有品牌“东方宝塔”...
.jpg)
标题: 【重磅】湖北电缆厂家排行榜出炉,中晨线缆凭“东方宝塔”品牌实力问鼎巅峰!导语: 近日,备受瞩目的湖北省电线电缆行...
.jpg)
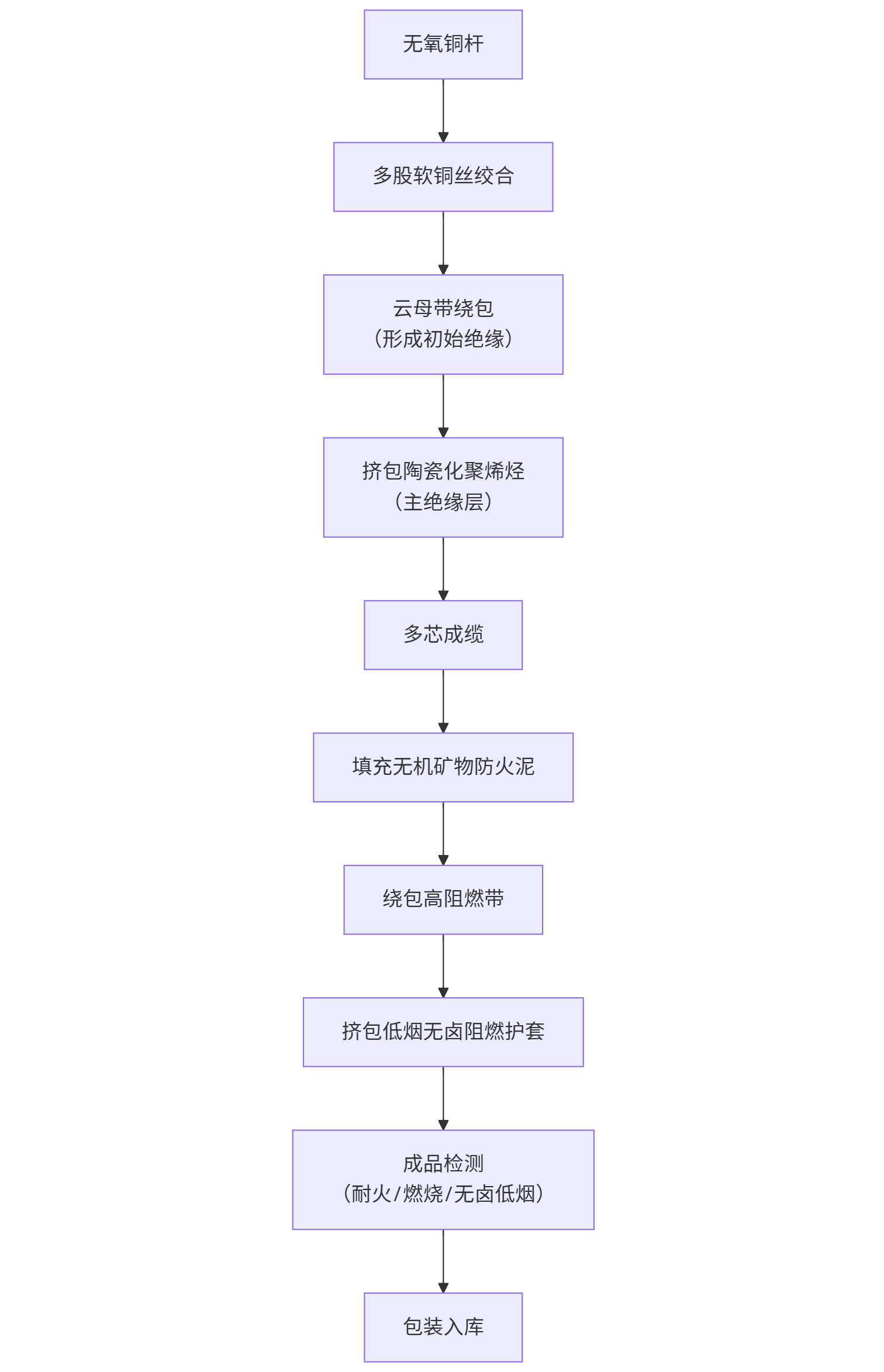
好的,电线电缆生产厂家之 BBTRZ电缆 的生产过程是完全柔性矿物绝缘防火电缆的典型代表。它与BTTRZ的关键区别在于没...
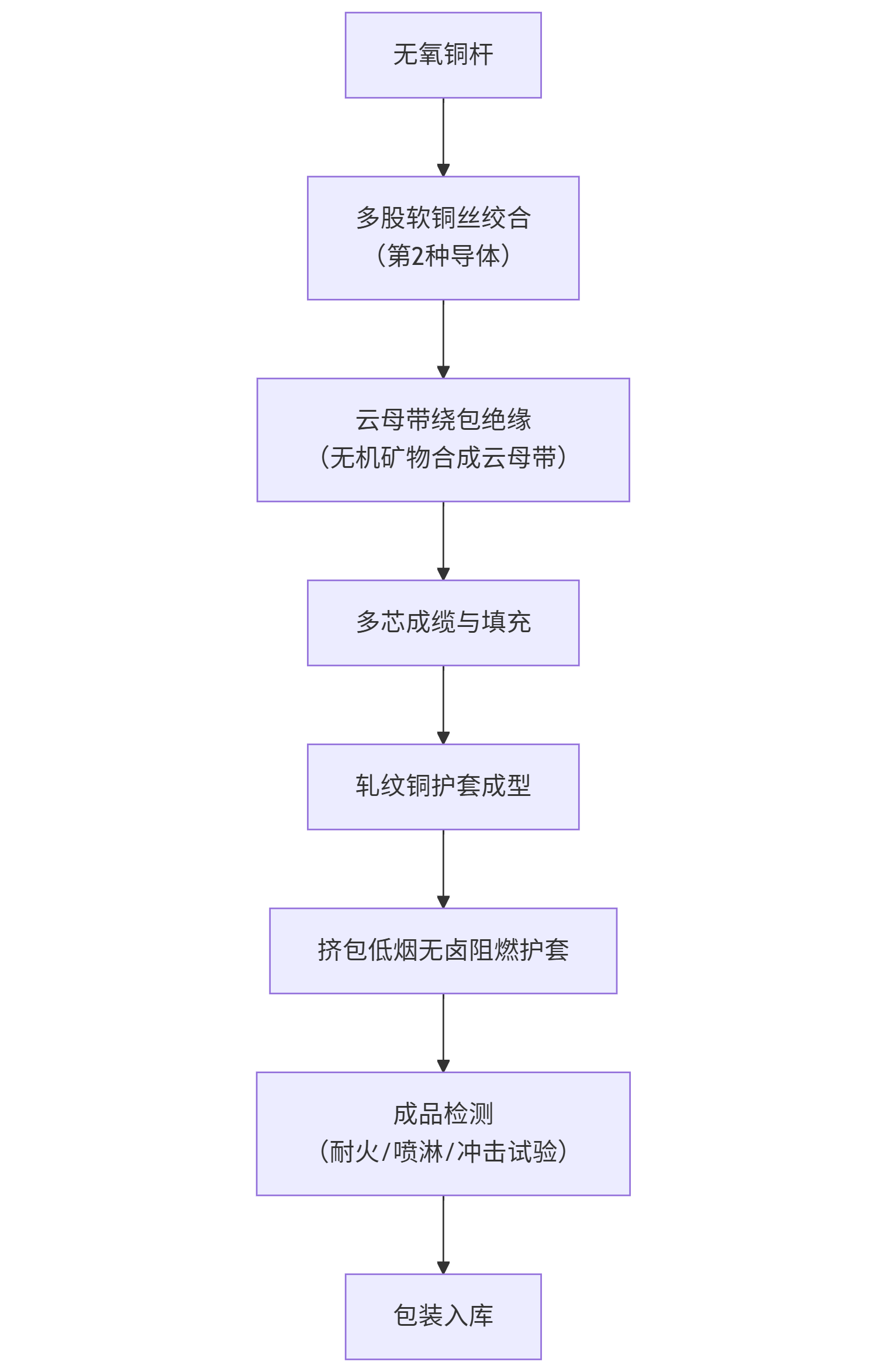
好的,电线电缆生产厂家之 BTTRZ电缆 的生产过程是柔性矿物绝缘防火电缆的典型代表。它是在传统刚性BTTZ电缆基础上发...
好的,电线电缆生产厂家之 BTTZ电缆 的生产过程极为特殊和复杂。BTTZ电缆是一种刚性矿物绝缘电缆,被誉为“防火电缆的...
电线电缆IMA知识库

微信扫一扫
当前非电脑浏览器正常宽度,请使用移动设备访问本站!